composición química del acero inoxidable 316L
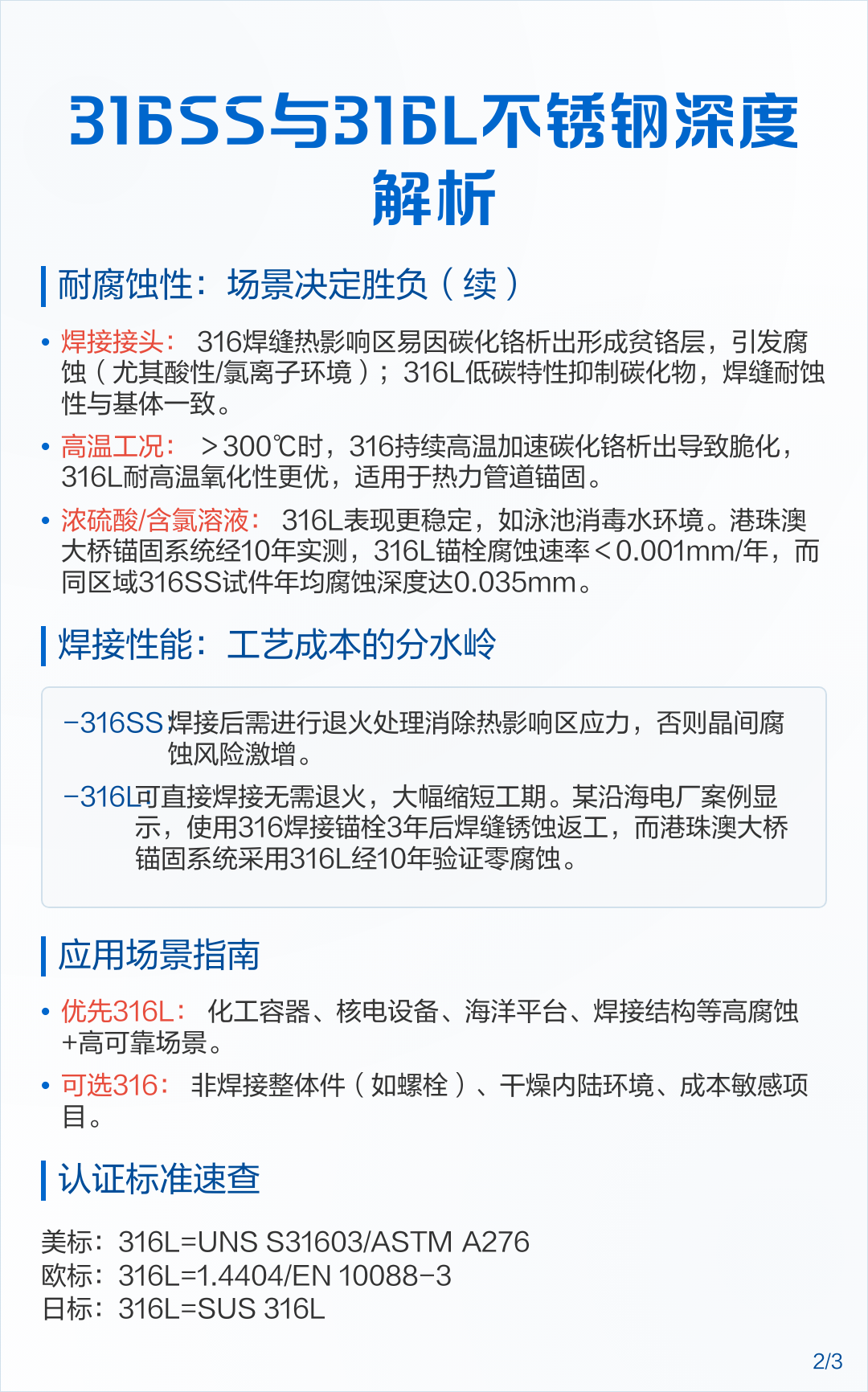
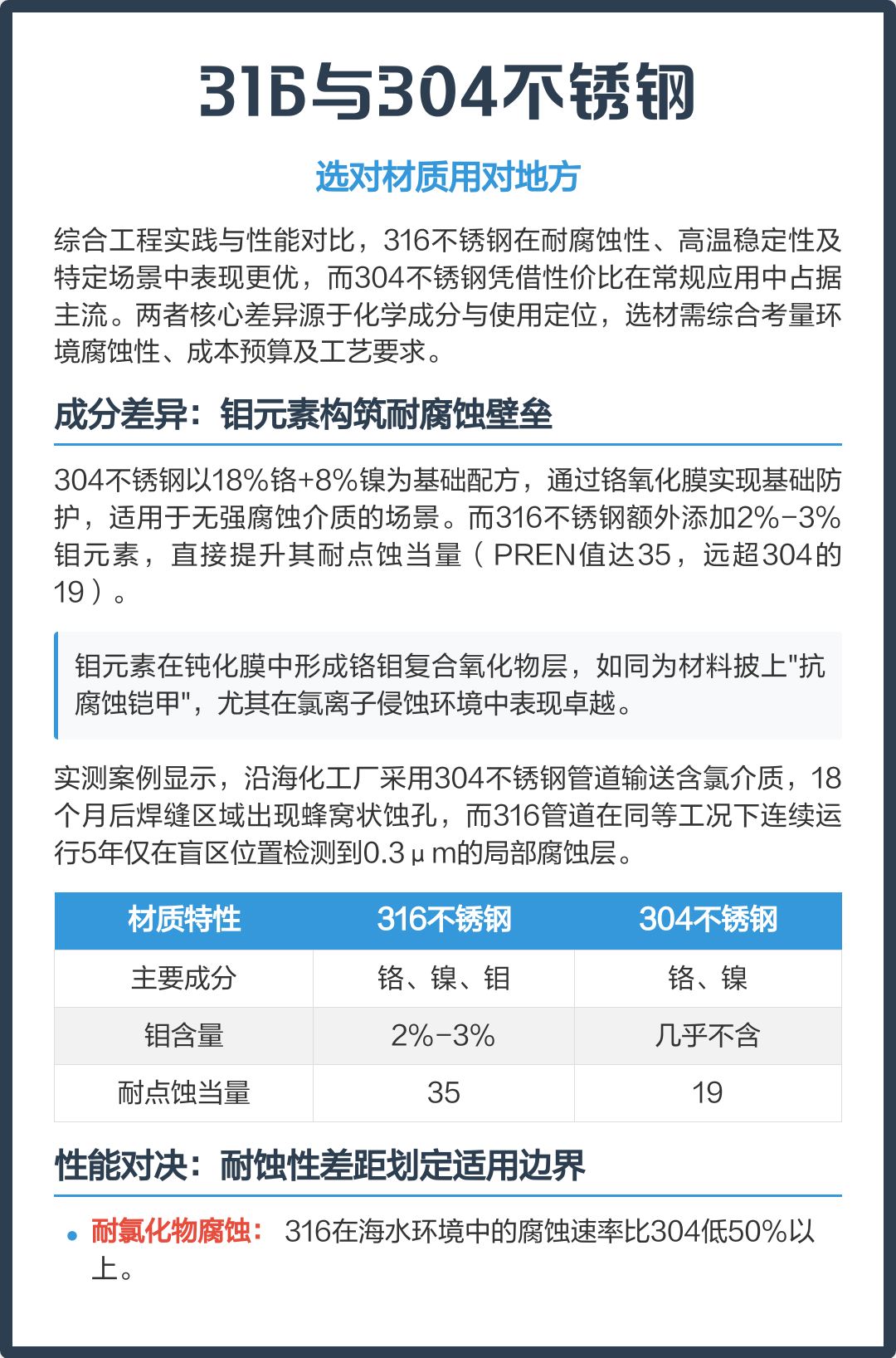
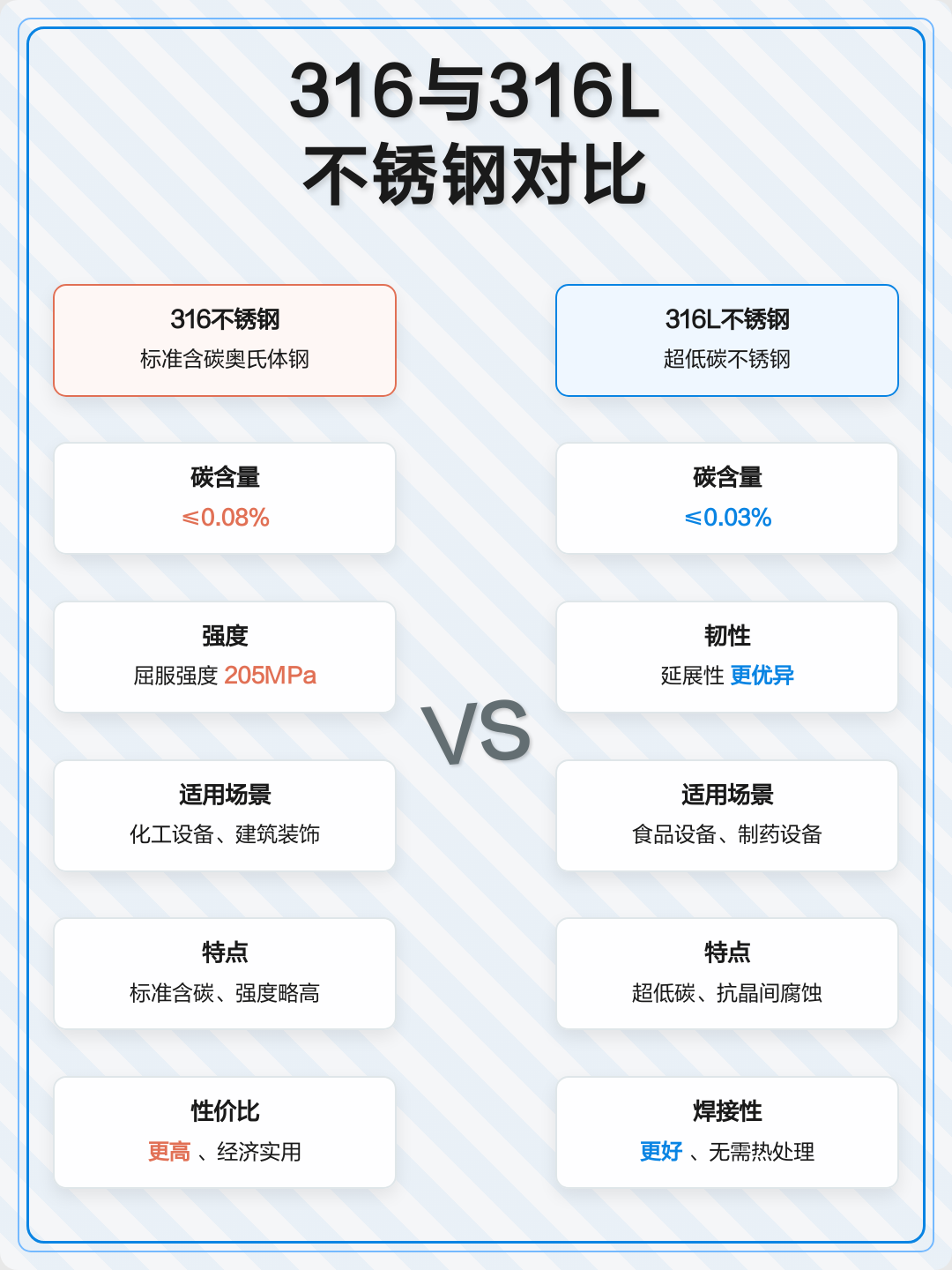
La composición química del acero inoxidable 316L representa una variación de bajo contenido de carbono del acero inoxidable 316 estándar, diseñado para ofrecer un rendimiento superior en entornos exigentes. Este acero inoxidable austenítico contiene aproximadamente un 17-20 % de cromo, un 10-14 % de níquel y un 2-3 % de molibdeno, con un contenido de carbono reducido a un máximo del 0,03 %. La inclusión de molibdeno mejora significativamente la resistencia a la corrosión, especialmente frente a cloruros y soluciones ácidas. La composición química del acero inoxidable 316L incorpora también manganeso (máximo del 2 %), silicio (máximo del 1 %), fósforo (máximo del 0,045 %) y azufre (máximo del 0,03 %). La reducción del contenido de carbono evita la precipitación de carburos durante la soldadura, eliminando así la necesidad de un recocido posterior a la soldadura. Esta estructura austenítica proporciona excelentes características de conformabilidad y soldabilidad. La composición química del acero inoxidable 316L ofrece una resistencia excepcional a la corrosión por picaduras y por grietas en entornos marinos y en aplicaciones de procesamiento químico. Sus propiedades no magnéticas en estado recocido lo hacen adecuado para aplicaciones especializadas. El material mantiene su resistencia y ductilidad en un amplio rango de temperaturas, desde condiciones criogénicas hasta temperaturas elevadas de hasta 800 °C. Entre sus características tecnológicas clave se incluyen una resistencia superior a la fisuración por corrosión bajo tensión, excelentes propiedades de fatiga y la conservación de sus propiedades mecánicas tras el trabajo en frío. Sus aplicaciones abarcan equipos farmacéuticos, maquinaria para procesamiento de alimentos, recipientes para procesamiento químico, componentes marinos, elementos arquitectónicos, dispositivos médicos y componentes aeroespaciales. La composición química del acero inoxidable 316L garantiza el cumplimiento de rigurosos estándares de higiene en las industrias alimentaria y farmacéutica. Su biocompatibilidad lo convierte en ideal para instrumentos quirúrgicos e implantes. La durabilidad del material reduce los costos de mantenimiento y prolonga su vida útil en entornos corrosivos, lo que lo hace una solución rentable para aplicaciones críticas que exigen fiabilidad y rendimiento a largo plazo.